Приспособление для ручного изгиба листового материала, состоит из основы, прижимного блока, а также из обжимного пуансона с рычагом-ручкой. Основа станка выполняется из небольшого отрезка швеллера размером №6,5 и длиной около 50 сантиметров. А пуансону и прижиму в свою очередь задаются размеры на 5 мм, меньше длины основания. Прижим выполняется из швеллера размером №5. Четко по оси прижима просверливаются два отверстия, у которых диаметр равен 8,5 мм, делаются отверстия на расстоянии 3 сантиметров от краев. Обжимной пуансон делается из уголка №5, при этом лучше всего отобрать профиль, у которого утолщенные стенки. Далее следует выгнуть ручку-рычаг из металлического прута диаметр, которого 15 и более миллиметров и приварить ее к уголку. Сегодня очень популярна гибка металла в Санкт-Петербурге. 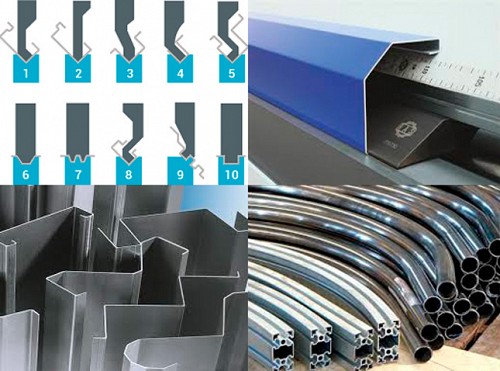
По краям заготовок сделанных под пуансон, а также по ребру основания делаются фаски размером 7*45°, длинна, которых, должна быть около 30 миллиметров. Данные фаски делаются для более качественного приваривания к пуансону оси из железного стержня диаметр, которого 10 миллиметров. Приваривание стержня выполняется так, чтобы его собственная ось была совмещена с ребром уголка. По краям рабочей кромки прижима, тоже выполняются подобные выборки. Начиная сборку данного приспособления, следует установить основание и пуансон в тиски, таким образом, чтобы полка швеллера и рабочая поверхность уголка пуансона были расположены в одной плоскости, причем между ними должен быть зазор около одного миллиметра, этого можно добиться, заложив кусок картона между этими деталями. На ось пуансона крепятся щечки, они могут в нескольких местах прихватываться сваркой или же крепление производится с помощью гайки и шпильки. Для испытания агрегата, на рабочую поверхность ложится лист из мягкой стали, толщина которого равна одному миллиметру. После этого он сверху прижимается прижимом, который на время проведения испытаний крепится к основанию при помощи струбцин или шпилек с широкими накладками. 
Вслед за этим положение щечек регулируется относительно основания, после чего щечки капитально привариваются к основанию. Далее воспользовавшись отверстиями в прижиме, как кондуктором высверливаются отверстия в основании диаметром 8,5 миллиметров, и нарезается в них резьба М10, затем туда ввертываются болты для зажимов, на них накручивают и сразу же приваривают гайку к основанию. Поэтому рекомендуем посмотреть что такое нутрокосметика. Когда гайка уже приварена, болты следует выкрутить и вставить в заранее просверленные отверстия диаметром 10,5 миллиметров в прижиме, с нижней части на них накручиваются и прихватываются сваркой иные гайки – ограничители, которые будут гарантировать подымание прижима при ослабевании зажимных болтов. Тут вместо гаек, часто применяются пружины цилиндрического типа и подходящего размера.
|



