На протяжении многих лет гибка металла пользуется большим спросом в Санкт-Петербурге. Компания «Металлист» благодаря современному оборудованию может предложить доступные цены на гибку металла в СПб разных по объему партий и сложности деталей. 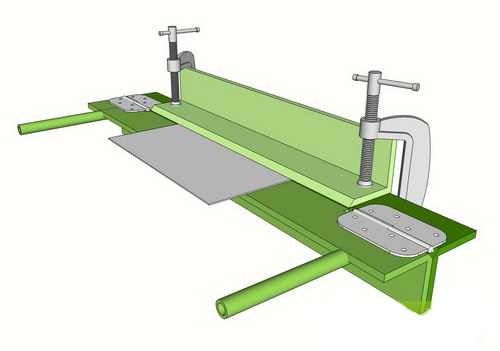
СФЕРА ИСПОЛЬЗОВАНИЯГибка листового металла считается одной из наиболее распространенных услуг в области металлообработки. Обусловлено это ее универсальностью и необходимостью для большинства сфер жизнедеятельности человека. Чаще всего к нам обращаются для изготовления следующих деталей: Металлические профили Комплектующие для торгового и холодильного оборудования Комплектующие для сельхозтехники и других видов техники Корпуса для различных приборов и многое другое Данный перечень далеко не полный, ведь листогибочные прессы с ЧПУ постоянно совершенствуется и позволяют расширять сферу применения услуги гибки листового металла. 
Тут вместо гаек, часто применяются пружины цилиндрического типа и подходящего размера. Заказать изготовление пружин и деталей в Челябинске вы можете тут. Для более комфортной работы головки болтов следует обеспечить барашками или же воротками. Чтобы работать, листогиб устанавливается в слесарные тиски при помощи, приваренного отрезка швеллера к его основанию.
| 

